Im Teil 2 geht es weiter mit den Verbindungen des Rahmens und Bohrungen der Werktischplatte.

Zuerst stand die Frage der Rahmenverbindung im Raum. Eigentlich hätte mir eine Gehrungsverbindung besser gefallen, aber da ich noch keine Flachdübelfräse besitze habe ich mich für die stumpfe Variante entschieden.
Also kam der Meiseterdübler wieder mal zum Einsatz. Bauartbedingt muss man beim Meisterdübler allerdings einen relativ großen Randabstand einhalten, was dazu führt, dass mir bei zwei 8er Dübeln der Abstand untereinander zu klein war.
Darum habe ich mich dazu entschieden, nur ein 10er Dübel mittig zu setzen und die Ecken zusätzlich zu verschrauben. Ich denke das gibt ausreichend Stabilität, auch wenn es keine verdeckte Verbindung mehr ist.

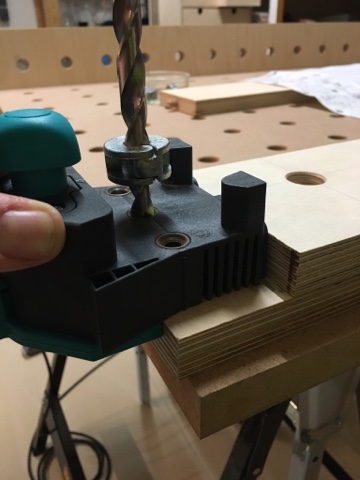
Nach einigem Aufwand an Voreinstellungen ging es los mit den stirnseitigen Bohrungen.
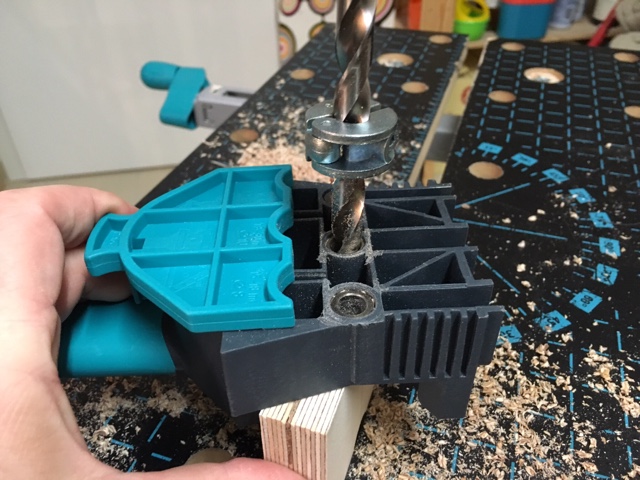
Wenn man bei der Bohrung den Meisterdübler gut anpresst, ruhig hält und keinen Bohrer mit Zentrierspitze verwenden, ist das Ergebnis durchaus passabel.

Die Einstellungen für die Gegenbohrung sind ebenfalls ziemlich aufwendig. Zuerst muss der Abstand der Bohrung zum Rand eingestellt werden. Dazu steckt man den Meisterdübler auf den zuvor gesetzten Dübel und schiebt den Anschlag bis zum Brett.

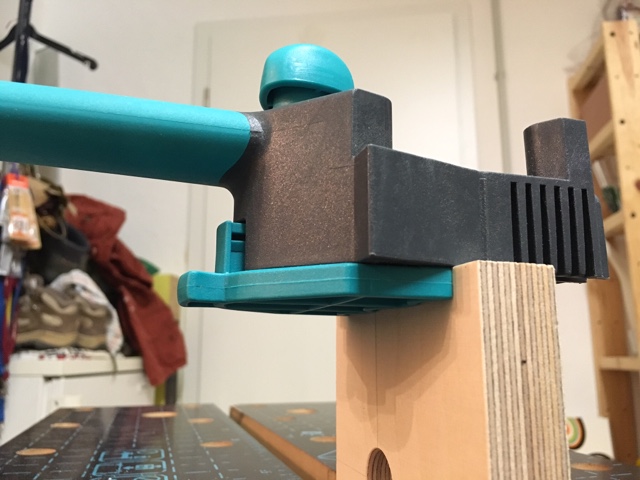
Danach werden beide Bretter zusammengespannt, daraus ergibt sich die Lage der Bohrung.
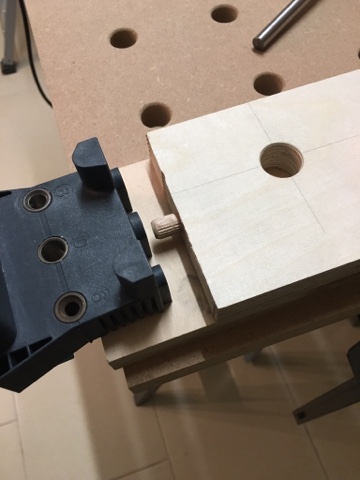


Die Bohrung sieht soweit ganz gut aus und auch der Zusammenbau zeigt, dass sich winkelrechte Verbindungen herstellen lassen. Aber man muss, wie schon erwähnt, einen relativ hohen Aufwand in Kauf nehmen.

Nachdem ich den Meisterdübler für den Bau des Rahmen intensiver benutzt habe würde ich folgendes Fazit abgeben: Für den Bau eines einfachen Regals ist der Meisterdübler durchaus einsetzbar, für den Möbelbau würde ich dennoch auf die Verbindung mit Flachdübelfräse setzen, da der Aufwand sehr hoch ist und die Genauigkeit nicht an die einer Flachdübelverbindung heran kommt.
Als nächstes ging es mit der Werkplatte weiter. Als erstes habe ich die Nut für die Aluprofilschiene gefräst. Dazu habe ich mir einen 17mm Nutfräser für 5 EUR bestellt (nachdem ich bei Andi gelesen haben, dass er diesen auch verwendet und offensichtlich recht brauchbare Ergebnisse erzielt hat).


Da ich dem Fräser nicht so viel zumuten wollte, habe nicht gleich die volle Tiefe von 11 mm gefräst, sondern erstmal mit 5 mm angefangen.

Erst im zweiten Durchgang bin ich auf die volle Tiefe gegangen. Die Nut ist sauber und der Fräser zeigt keine Ermüdungserscheinungen…vielleicht doch keine Fehlinvestition.
Alternativ hätte ich die Nut mit dem 10er Nutfräser von Bosch in zwei parallelen Durchgängen erstellt, aber so war das natürlich einfacher.
Als nächstes waren die Bohrungen der Werkplatte dran…d.h. einmessen, anzeichnen und vorstechen.

Nachdem mich die Bohrungen in den Rahmenteilen mit dem Wolfcraft Forstnerbohrer nicht so sehr überzeugt haben, habe ich mich dazu entschieden für die Bohrungen in die Werkbank einen 20er Famag Bormax zu kaufen…



Zum Schluss habe ich die Kanten der Bohrungen noch meinem Abrundfräser bearbeitet.

Abschliessend habe ich die Rahmenteile zusammengesteckt und die Eck- und T-Verbindungen zusätzlich zu den Holzdübeln mit SPAX T-Star verschraubt.


Auch die Werkplatte habe ich mit dem Rahmen verschraubt.



Weiter geht’s mit Teil 3
Übersicht:
Werkbank Planung
Werkbank Teil 1
Werkbank Teil 3
